
Основная деталь турбины, принимающая на себя весь тепловой удар, – ее лопатка, от ее жаропрочности зависит работа всего двигателя. Как и из чего создают материалы, устойчивые к температурам в тысячу градусов Цельсия?
В России разработкой жаростойких частей реактивных двигателей вот уже много лет занимается Всероссийский институт авиационных материалов (ВИАМ).

Сегодня стоимость изготовления лопатки для авиационного двигателя сравнима с ценой легкового автомобиля. Ведь для ее создания используют дорогостоящее оборудование и редкие металлы, обладающие столь же редкими физическими свойствами. Самолеты должны служить не одно десятилетие, при этом оставаясь экономичными и сверхнадежными - любая, даже незначительная поломка может привести к трагедии.
Одной из самых наукоемких и сложных в изготовлении компонентов газотурбинных двигателей для авиации, морских судов, энергетики является лопатка турбины. Продукцию подобной точности и уровня производят только шесть стран в мире, т.к. она требует сложнейших расчетов при проектировании и очень высокой точности в изготовлении
Кроме России, только фирмы США (Pratt & Whitney, General Electric, Honeywell), Англии (Rolls-Royce) и Франции (Snecma) владеют технологиями полного цикла создания современных ТРД. То есть государств, производящих современные авиационные ТРД, меньше, чем стран, обладающих ядерным оружием или запускающих в космос спутники!
Генеральный директор Всероссийского научно-исследовательского института авиационных материалов (ВИАМ), президент Ассоциации государственных научных центров «Наука», академик РАН Евгений Каблов: «Прежде всего по доводке конструкции важнейшей детали турбины - той самой охлаждаемой лопатки, которая работает при температуре газа перед турбиной на 400°С выше точки плавления материала самой лопатки. Я больше скажу. Способность государства производить литые охлаждаемые лопатки - показатель высочайшего уровня развития машиностроения».
Во время работы двигателя внутри турбины температура невероятно высока, огненная струя, вылетающая из реактивного сопла, наглядное тому подтверждение. На входе в турбину еще жарче, и чем горячее газ перед ней, тем мощнее и экономичнее работает двигатель.

Удивительно, но температура плавления металла, из которого состоит лопатка, на 400-500°C ниже, чем температура газа перед турбиной, но почему тогда она остается целой и невредимой в работающем двигателе?
Секрет жаростойкости в материала из которой сделана лопатка в особой технологии ее производства.
Раньше, лопатки из первых жаропрочных сплавов могли «летать длительно» лишь при температуре газа не более 800°C. Чтобы повысить рабочую температуру материала в него добавляли специальные элементы вольфрам, молибден, но они делали сплав настолько твердым, что штамповать его было невозможно.

Позже выяснилось, что примеси алюминия и титана в определенных пропорциях делают состав жаропрочным. Лопатки из такого сплава оказались более жизнеспособны. Проведенные в середине 50-х годов испытаний первых литых лопаток окончательно убедили скептиков в преимуществе этой технологии. ВИАМ стал базовым предприятием для разработки и изготовления жаропрочных сплавов и лопаток турбин, с тех пор технология производства лопаток постоянно совершенствуется.
Стоимость изготовления лопатки для авиационного двигателя сравнима по стоимости с легковым автомобилем. Ведь для ее создания используют дорогостоящее оборудование и редкие металлы, обладающие редкими физическими свойствами.

Редкие металлы, которые применяют при изготовлении лопаток для авиационного двигателя – это цирконий, молибден, ванадий, бериллий, рений. Средняя стоимость сплава без рения составляет где-то от миллиона до двух миллионов рублей за тонну. Стоимость ренийсодержащего сплава - 12 миллионов рублей за тонну.
Легирующие элементы связываются в виде γ'-фазы обычно содержат алюминий и титан (т.е. Ni3(Al, Ti)). Для получения требуемых жаропрочных характеристик, их объем в сплаве должен быть не менее 60%.
Вводя в состав сплава рений (Re) увеличивают на порядок коэффициент диффузии, при введении рутения (Ru) обеспечивается равномерное распределение легирующих элементов, т.е. каждый элемент сплава имеет свое особое функциональное значение.
Процесс изготовления лопатки
Плавка
Все необходимые компоненты для сплава, предварительно хорошо высушив, загружают в индукционную печь, внутри которой создается вакуум. В процессе выплавки состав рафинируется, очищается от различных примесей и нежелательных элементов.
Химический анализ
В лаборатории химического анализа пробный образец распиливают на части и помещают рентгенофлуоресцентный спектрометр, который определяет наличие и точные пропорции всех элементов сплава. Если полученный опытный состав не соответствует заданным параметрам его или дорабатывают или бракуют, отправляя на переплавку. Если все в порядке, то отливают формы - цилиндрические болванки, которые называются шестовыми заготовками.

Механические испытания
Образец сплава в течение нескольких суток медленно растягивают, чтобы определить время и условия при которых металл начнет деформироваться и разрушаться. Обычно контрольные испытания проводятся при температура 975°C -1000°C, их продолжительность при испытании на длительную прочность от 40 до 100 часов. Если образец выдерживает это время испытаний и разрушается не ранее обусловленных в ТУ времени для разрушения, то они считаются успешно завершёнными, это значит, что данная плавка металла обладает необходимыми качествами.
Также опытный образец тестируют на механическую прочность - «разрывают» пополам, при этом измеряют усилия потраченные на эту операцию.
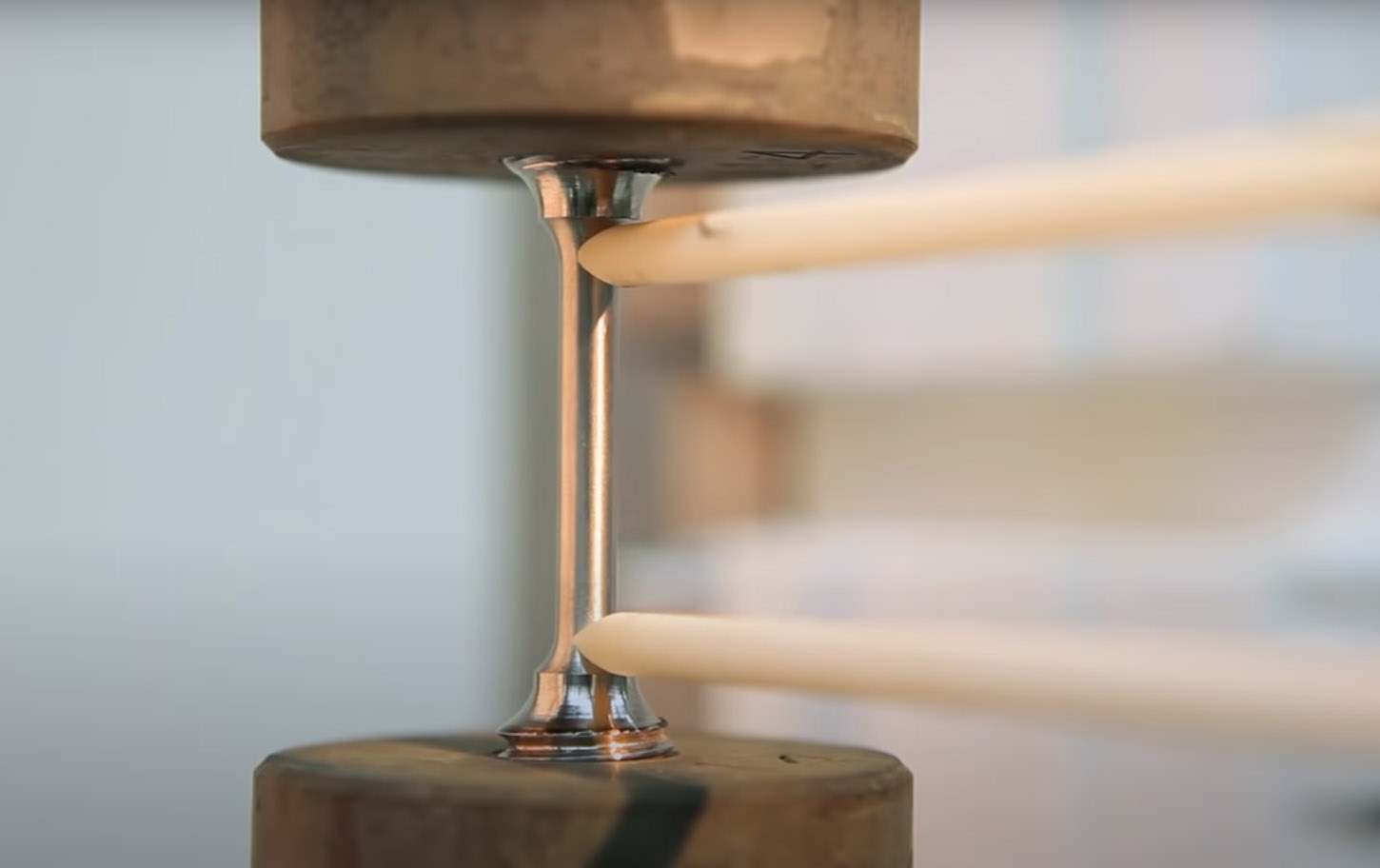
Для материала, из которого будут изготовлены лопатки, предел прочности материала (максимальное напряжение которое выдерживает материал при нагружении до разрыва) составляет порядка 120-150 кг/мм2.
Требования к физическим свойствам жаропрочного сплава очень жесткие и если хотя бы один из образцов не выдерживает испытаний, то вся партия шихтовых заготовок бракуется, отправляясь на переплавку! Прошедший лабораторный тест сплав попадет в печь, но уже для того чтобы его расплавили и отлили в специальные формы.
Форма для отливки будущей лопатки
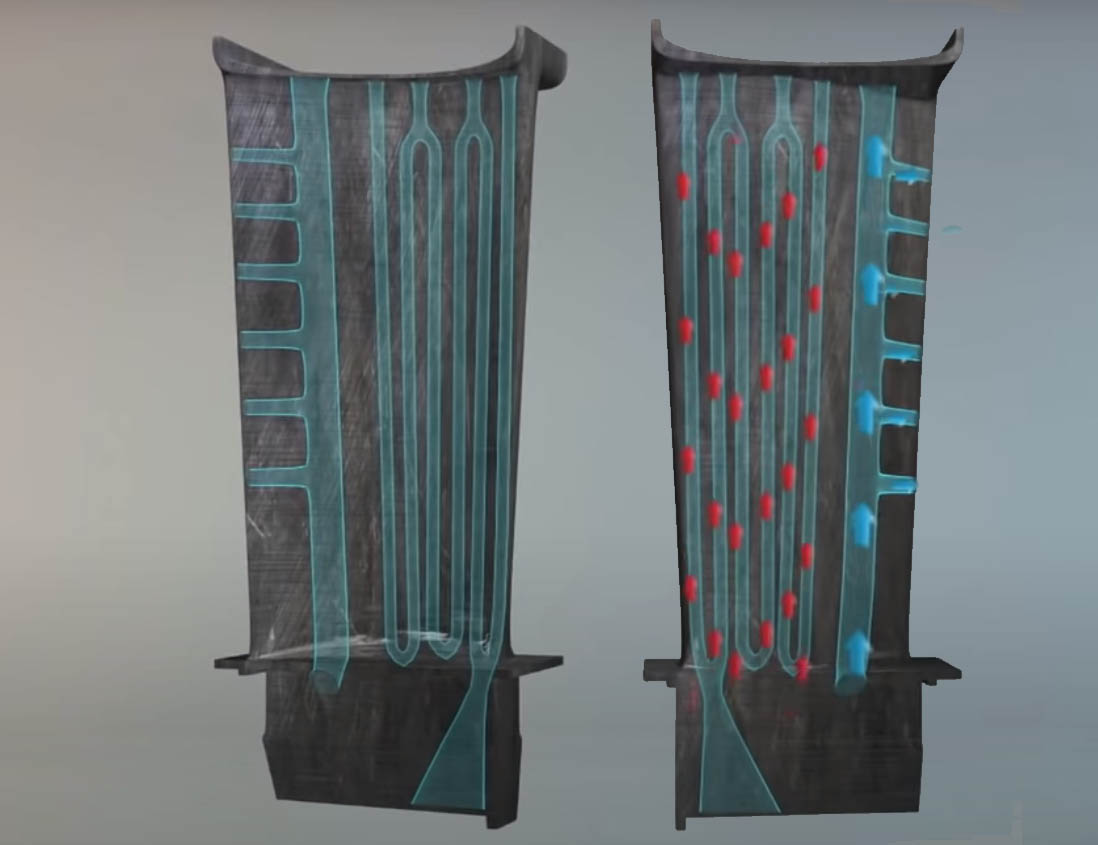
Сначала из воска выплавляют модель, внутрь которой помещаются термостойкие керамические стержни с различными отверстиями, именно они сформируют будущие полости лопатки с множеством каналов.
Во время работы двигателя внутри лопатки и по ее поверхности постоянно циркулирует поток воздуха. Во внутреннюю полость лопатки дополнительно подается воздух, который охлаждает ее на 100-150°C, что увеличивает ресурс и тягу двигателя. Керамический стержень обязательно удаляют, после того, как лопатка выплавлена.
Сложная система вентиляции позволяет лопатке работать при температуре превышающей ее температуру плавления. При такой степени охлаждения получают беспроблемную работу при температуре горения газа 2000 кельвинов.
Изготовленная восковая модель, после чего форма сушится, обжигается и устанавливается в печь для дальнейшей заливки в нее металла. Внутри готовой формы остаются только керамические стержни и каналы по которым лопатка будет заполняться расплавленным металлом.
Уникальный процесс литья
Литье происходит в вакуумной индукционной печи. При этом металл должен застыть особым образом чтобы образовать один неделимый кристалл, тогда лопатка будет сверхпрочной. Уникальность технологии производства лопаток состоит в литье, при котором происходит направленная кристаллизация.
В едином кристалле нет, как говорят металлурги, «зерен мелких частичек» на стыке которых могут скапливаться легкоплавкие примеси, понижающие прочность сплава. Итог : лопатка представляет из себя монокристалл, т.е. он состоит из «монолитного зерна», а значит, он прочен.

Ресурс работы современных лопаток порядка 1000 часов (межремонтный), а вот ресурс лопаток двигателя ПД-14 уже 4000 часов (межремонтный) и срок службы – 20000 часов.

Чтобы «вырастить» монокристалл, форму с расплавленным составом постепенно погружает у ванну с другим расплавленным металлом, но более низкой температуры. Внутри формы температура, как правило, 1500-1600°C, а температура жидкого алюминия 600-700°C, за счет разницы температур на границе раздела «жидкий металл-керамика» создается достаточно высокие градиенты.
Специальный защитный слой
На лопатку наносится жаростойкое покрытие, затем промежуточной (так называемый переходный слой), на этом слое формируют керамическое покрытие.
Это делается в специальной лаборатории при помощи сложной плазменной установки. Лопатки перед напылением загружаются в цилиндрическую камеру из которой вакуумным насосом откачивают воздух. Процесс ионно-плазменного испарения и напыления чем-то напоминает сварку.
На поверхности испаряемого электрода, из которой изготовлен материал покрытия, образуются так называемые катодные пятна толщиной в несколько микрон. Это позволяет испарять материал без образования жидкой фазы. То есть состав материала покрытиями переносится в виде плазменного потока на поверхность детали, образует слой который постоянно уплотняется заряженными частицами металлов которые присутствуют в плазме.
Тело лопатки со всех сторон равномерно покрывается защитным слоем из специального состава толщиной в 0,1 микрон. Таких слоев на деталь можно наносить столько сколько потребуется. Это покрытие обеспечивает защиту в условиях термоциклирования.

Лопатка турбины проходит более 18 операции контроля. Готовые лопатки крепятся к металлическому несущему диску, который тоже состоит из жаропрочного сплава.
Во всем мире диски для авиадвигателей штампуют в вакууме, это трудоёмкий и дорогостоящий процесс. Специалисты ВИАМ покрывают заготовку для диска стеклоэмалевым покрытием, которое обволакивает его, не соприкасаясь с поверхностью будущего диска.
