
При строительстве Ту-160, самого большого ракетоносца в мире, используется наибольшая в авиации доля титана. В 2017 году на Казанском авиационном заводе им. С.П. Горбунова (филиале ПАО «Туполев») была запущена электронно-лучевая сварка титановых деталей для нового ракетоносца Ту-160.

Электронно-лучевая сварка используется для сваривания элементов балки центроплана ракетоносца Ту-160. Этот агрегат весом около шести тонн является наиболее нагруженным, к нему прикреплены основные механизмы, обеспечивающие изменяемую стреловидность крыльев и сами крылья самолета.
В этой статье хотелось бы подробнее рассказать про цех, где происходит такой уникальный процесс и самой технологии сварки.
Цех электронно-лучевой сварки
«Хребтом» бомбардировщика Ту-160 можно назвать центральную титановую балку длиной 12,4 м и шириной 2,1 м, вокруг которой и группировались остальные элементы планера. Например, на ее шарнирные узлы навешивались крылья.

Сегодняшняя установка имеет ряд преимуществ перед созданной ранее. Полностью заменены вакуумная система, система охлаждения, энергоблоки, система управления. Сокращена потребляемая мощность. Модернизирована и вторая необходимая установка - печь вакуумного отжига, в которой заменены также практически все системы.



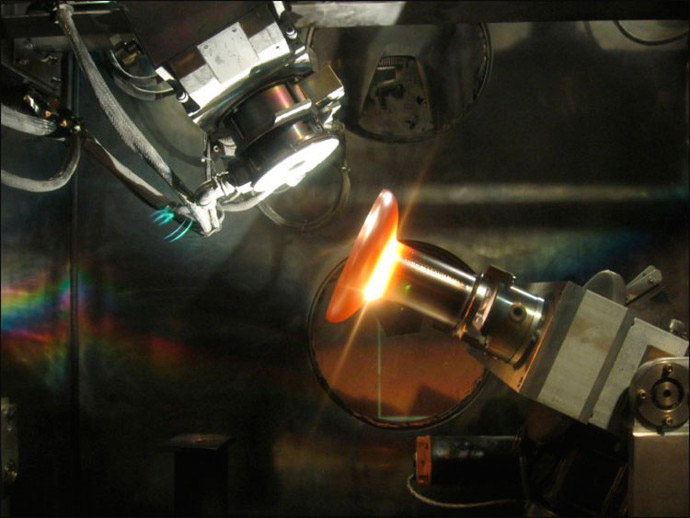
Титан, как известно, не варится на воздухе — начинает гореть, и ничем его не затушишь, поэтому это делают либо в вакууме, либо в нейтральной среде. При сварке все должно идти очень точно — все исчисляется буквально долями миллиметра.
В научно-популярной литературе говорится, что такая сварка до сих пор относится к уникальным технологиям. Ни у какого другого изделия не было центроплана из титана.
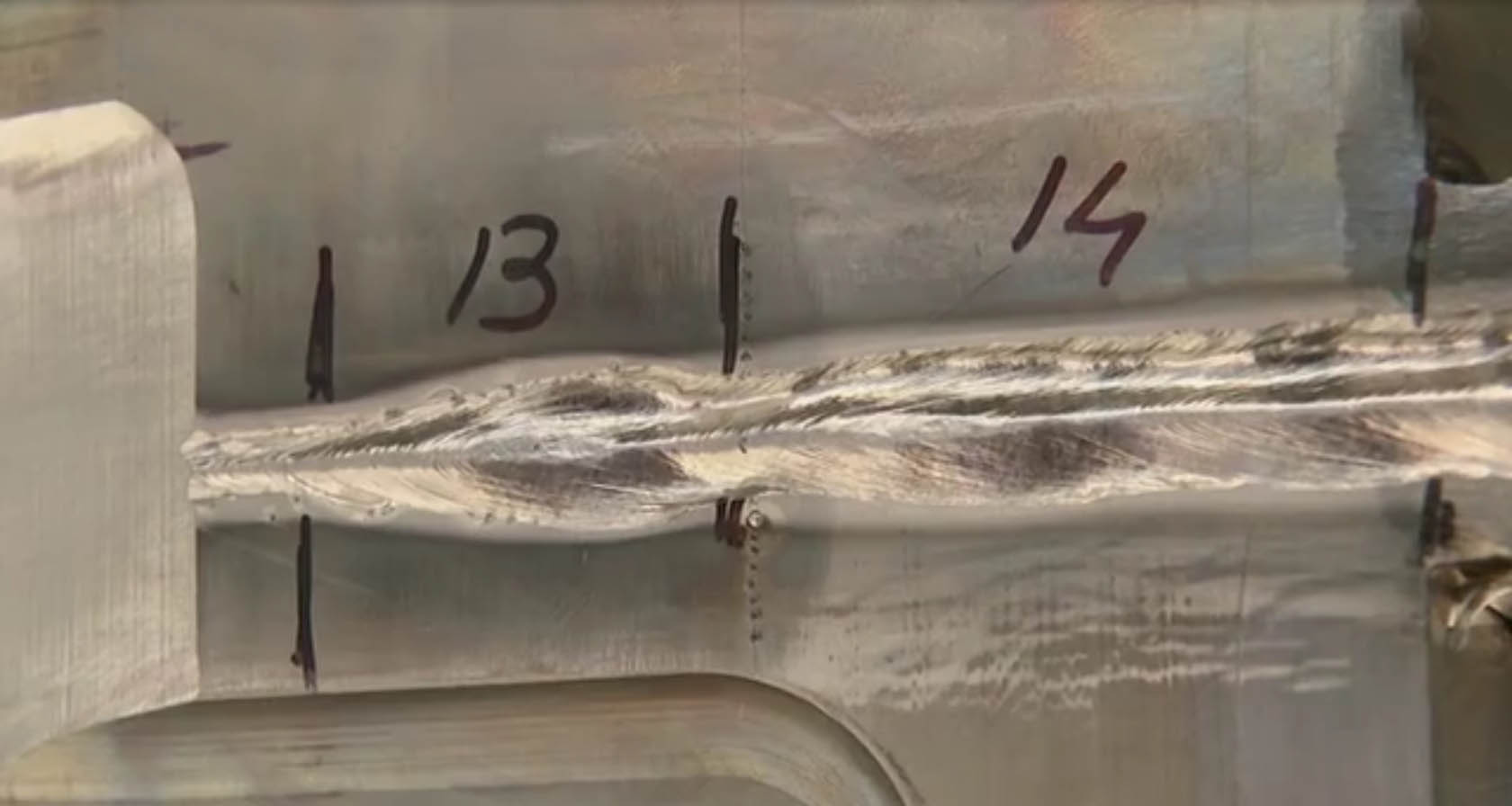
Балка фрезеруется из двух половин и сваривается в одно целое в вакуумной камере под спецприсадками и флюсами.

Электронно-лучевая сварка. Технология
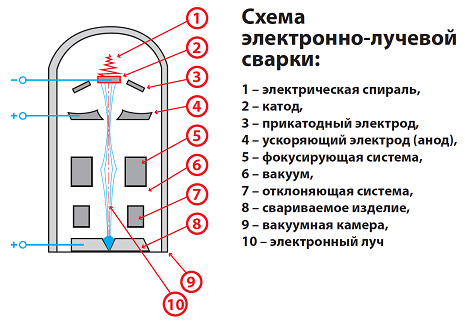
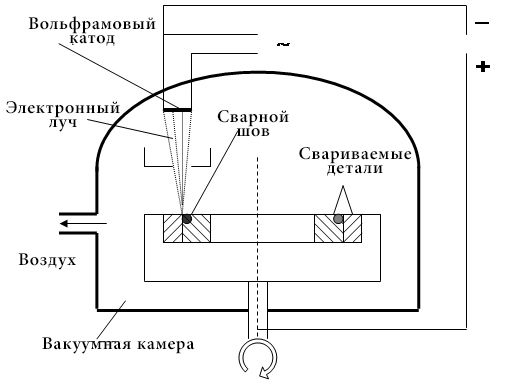
Источником энергии при этом способе сварки является не традиционная дуга, а поток электронов с высокой энергией из электронно-лучевой пушки. Для того чтобы поток электронов не терял энергию при столкновении с атомами воздушной среды, создают вакуум в пространстве проведения сварочных работ. Эта электронно-лучевая сварка обеспечивает выход энергии с разогревом непосредственно в месте соединения металлов без потерь в прослойке воздуха, а также гарантирует отсутствие окисления поверхности, свариваемых заготовок. Об этом методе сварки расскажем более подробно.
Этот метод позволяет воздействовать на соединяемые металлы пучком электронов с высокой энергетикой, которые вызывают в вакууме расплав металла или сплава с последующим свариванием заготовок. Для беспрепятственного прохождения электронно-лучевого потока необходимо разрешение газов от 10-2Па, чтобы обеспечить заданные параметры для соединения титана, алюминия, химически активных металлов и сплавов, а также тугоплавких элементов.
Существуют два компонента, которые обеспечивают бесперебойный процесс электронно-лучевой сварки металлов и сплавов, и основным из них является энергетическая составляющая.
Формирует пучок электронов раскалённый катод, а электроны ускоряются напряжением до 200 кВ до 0,5 скорости света, что вызывает расплавление зоны сварочного шва. Плотность энергетического выброса при столкновении с материалом деталей значительно превышает энергетику сварочной дуги.
Вторая составляющая сварки является электромеханическим комплексом, обеспечивающим перемещение луча и деталей относительно друг друга, угловое отклонение потока электронов и гарантирующим наличие вакуума в зоне сварки.
Важно понимать, что технические условия процесса, делают метод весьма затратным и высокотехнологичным, что исключает его применение в домашних или бытовых условиях.
Достоинства и недостатки электронно-лучевой сварки
Сварка электронно-лучевым методом применяется в различных отраслях промышленности, поскольку позволяет вести работу в труднодоступных местах с заготовками различной толщины. При этом не происходит коробления заготовок по причине импульсного характера воздействия пучка электронов на металл, а также тонкой фокусировки в месте сварки.
Изменение ускоряющего напряжения от 35 до 220 кВ меняет скорость электронов в широких пределах, а, следовательно, и глубину провара заготовок. При торможении энергия пучка преобразуется в тепловое воздействие, которое и вызывает плавление металла с возникновением сварочной ванночки.
Разогрев происходит на участке в доли миллиметра и имеет весьма значительную глубину проваривания, соединяемых деталей.
Таким образом, лучевая сварка обладает следующими преимуществами:
- производительность, экономичность и высокий уровень автоматизации процесса работ;
- регулируемая мощность позволяет сваривать детали различной толщины в труднодоступных для дуговой сварки местах;
- регулируемое соотношение ширины шва, к глубине провара достигающее величины 1:50;
- отсутствие загрязнения и окисления зоны шва, поскольку процесс происходит в вакууме;
- узкий шов с большой глубиной провара позволяет получить высокое качество и прочность соединения;
- импульсный характер воздействия пучка электронов позволяет избежать деформаций свариваемых деталей;
- метод может использоваться для термообработки, напыления, перфорации и резки материалов;
- ЭЛС используется для сварки легкоплавких металлов и сплавов, благодаря импульсному воздействию и малой ширине шва.
К недостаткам метода относятся высокая стоимость аппаратуры, конечные размеры заготовок в связи с размерами вакуумных камер и точная подгонка деталей перед сваркой.
Важно учитывать, что при высоких значениях ускоряющего напряжения (более 60 кВ) возникает рентгеновское излучение, от которого необходима дополнительная защита.

Оборудование и технология метода ЭЛС
Существует несколько видов оборудования для электронно-лучевой сварки, которые характеризуются мощностью пучка, величиной ускоряющего напряжения и, как следствие, толщиной свариваемых деталей. Большое значение имеет размер камеры и степень создания вакуума в её пределах, поскольку при низком уровне откачки насосами воздуха происходит значительное рассеивание пучка электронов.
