
ЖЕЛЕЗО-КРЕМНИЕВЫЕ СПЛАВЫ РОБЕРТА ГАДФИЛДА
В 1889 г. Роберт Аббот Гадфилд, владелец сталелитейного завода в Шеффилде, Англия, изобревший в 1882 г. высокомарганцовистую сталь, обладающую повышенной износоустойчивостью и высокой пластичностью (сталь Гадфилда), изучал свойства сплавов железа с кремнием, которые были изготовлены в разных пропорциях их компонентов. Целью этих экспериментов было желание продвинуть исследования по применению марганца в сталях. Однако результаты этих опытов оказались непродуктивными для стали Гадфилда.

В 1899 г. английский ученый сэр Вильям Баррет исследовал железо-кремниевые сплавы, ранее изготовленные Гадфилдом, и обнаружил, что они имеют улучшенные магнитные характеристики по отношению к низкоуглеродистой стали. Статья по этому вопросу В. Баррета, В. Брауна и Р. Гадфилда была в 1900 г. опубликована в трудах Дублинского королевского общества. Они отметили, что введение до 2,5 % кремния значительно повышает магнитную проницаемость материала; коэрцитивная сила такого сплава составляет примерно половину коэрцитивной силы стандартного железа, применявшегося ранее для сердечников трансформаторов. Образцы сплавов и результаты своих измерений они передали в Германию на завод Круппа для выяснения возможностей практического применения. От Круппа эти образцы получил немецкий ученый Эрнст Гумлих, профессор Имперского физико-технического института в Берлине, который в 1902 г. проверил результаты английских исследователей и дополнил их своими.
Гумлих обратил внимание на высокое электрическое сопротивление сплава железа с кремнием и первым высказал предположение о положительном влиянии этого явления на снижение потерь от вихревых токов в электротехническом железе. Гумлих не ограничился своими исследованиями, а довел свою идею до промышленной реализации. Фирмой «Капито и Клайн» были выплавлены партии динамного и трансформаторного железа. (Динамомашина — старое название электрогенератора постоянного тока). Затем была проведена горячая прокатка этих заготовок в листы. Первая промышленная партия электротехнического железа с добавкой кремния была выпущена в 1905 г.
В промышленности США железо-кремнистый сплав применялся также с 1905 г., в Англии — с 1906 г. Потери в этом электротехническом железе с добавками кремния составляли 2,2–4,4 Вт/кг при толщине листа 0,36 мм, максимальной индукции Вm = 10 000 Гс1 и частоте 60 Гц. Таким образом, величина потерь была в среднем в два раза меньше, чем у ранее применявшегося железа.
1 Гс (русское обозначение; международное — G) — Гáусс — единица измерения магнитной индукции в системе СГС. Названа в честь немецкого физика и математика Карла Фридриха Гаусса.
Исследования, выполненные в 1905–1915 гг. учеными Германии, Англии, США (Гумлих, Аллен, Ллойд и др.), показали:
- в железе, не содержащем кремний, со временем увеличиваются ваттные потери; добавление кремния практически полностью устраняет явление магнитного старения железа;
- отрицательное действие кремния на магнитные свойства железокремнистого сплава сводится к снижению магнитной индукции насыщения;
- с повышением содержания кремния резко возрастают твердость и хрупкость железо-кремнистого сплава, вследствие чего в технике стали применять эти сплавы с содержанием кремния не выше 5 %.
ЭЛЕКТРОТЕХНИЧЕСКОЕ ЖЕЛЕЗО ВИМЗ
До Первой мировой войны листовое железо для русских электротехнических заводов поставлялось из-за границы, преимущественно из Германии. Лишь небольшая часть динамного железа поставлялась фирмой «Гута Банкова», находящейся в Домбровском районе Царства Польского. Поэтому уже с осени 1914 г. ВерхИсетский металлургический завод (ВИМЗ) на Урале начал интенсивно заниматься освоением производства динамного и трансформаторного железа.

Технология изготовления динамного железа включала в себя горячую прокатку выплавленных в мартеновской печи слитков весом 0,5–1 т на полосы, разрезаемые на сутунки весом от 7 до 30 кг, и прокатку сутунок в горячем состоянии на листы различной толщины. Следует отметить, что жесткость станин двухвалковых станов при плотном нажиме валков обеспечивает минимальную толщину проката 3–2,5 мм. При толщине проката менее 2 мм вытяжка металла прекращается вследствие упругой деформации станин и других деталей стана. Поэтому для получения более тонких листов несколько сутунок накладывали друг на друга, в связи с чем увеличивалась толщина раската (пакета) и обеспечивалась возможность его дальнейшей эффективной вытяжки. При этом и слитки, и пакеты сутунок подогревались до определенных температур. Затем прокатанные в пакете листы отделяли друг от друга, правили в холодном состоянии, отжигали, сортировали и контролировали их качество.
При прокатке кремнистого железа в тонкие листы неизбежно их сильное остывание и получение связанного с холодной деформацией наклепа, создающего внутренние напряжения в металле, а последние во много раз повышают магнитные потери. Отжиг снимает эти внутренние напряжения. Вот почему отжиг является важной операцией в производстве электротехнического железа.
На ВИМЗ к новому производству отнеслись серьезно: велись тщательные исследования получаемого железа, для чего были созданы магнитная и металлографическая лаборатории. Всего в 1915–1917 гг. ВИМЗ было изготовлено360 тыс. пудов динамного железа (содержание кремния до 3 %) с толщиной листов 0, 5 мм.
Содержание кремния в этом динамном железе колебалось от 0,6 до 0,8 %, а общее количество примесей было около 0,4 %, исключая кремний. В январе 1916 г. электротехнический отдел Военно-промышленного комитета России утвердил Временные технические условия на производство динамного и трансформаторного железа. В отношении листового железа для динамомашин из этих технических условий следовало: «Величина потерь при Вm = 10 000 Гс, частоте 50 периодов в секунду и синусной кривой приложенного напряжения не должна превосходить 3,5 Вт/кг при толщине листа 0,5 мм и 2,8 Вт/кг — при толщине листа 0,3 мм. 65,8 % изготовленного листового динамного железа удовлетворяло требованиям этих временных технических условий. Прокатка листов железа производилась только в одном направлении, благодаря чему была обнаружена заметная разница в магнитных свойствах железа вдоль прокатки и поперек.
По своим свойствам динамное железо было не хуже соответствующих марок заграничного динамного железа. Но по количеству и номенклатуре полностью удовлетворить потребности промышленности ВИМЗ не имел возможности.
Освоение производства трансформаторного железа (содержание кремния до 4,5 %) на ВИМЗ продвигалось с большими трудностями, хотя сначала казалось, что нужно только в технологии изготовления динамного железа изменить мартеновский процесс для обеспечения химического состава металла и параметры отжига готовых листов. Осенью 1916 г. при прокатке опытной плавки трансформаторного железа листы большей частью рвались, а те, что были целыми, ломались при первом изгибе, что совершенно неприемлемо с точки зрения механических требований, предъявляемых к этому железу. Все-таки в марте 1917 г. были получены образцы трансформаторного железа, удовлетворяющие Временным техническим условиям (потери при Вm = 10 000 Гс не должны превосходить 1,6 Вт/кг при толщине листа 0,35 мм).
В это же время инженер Ф. Власов, занимавшийся на ВИМЗ внедрением в производство трансформаторного железа, был командирован в США. Исследуя взятые туда шлифы трансформаторного железа с содержанием кремния 3,8 %, он пришел к выводу о наличии в них немагнитных включений, уменьшающих полезное сечение железа и, следовательно, увеличивающих потери. Влияние это возрастало с увеличением содержания кремния. Для уменьшения потерь необходимо полное удаление немагнитных включений и связанной с ними закиси железа FeO. Удаление этой закиси из мартеновского процесса невозможно. Последовал вывод: необходимо для уменьшения потерь в трансформаторном железе использовать для него металл, выплавленный в электрической печи, в которой можно обеспечить низкое содержание закиси железа в этом металле.
Наконец в 1918 г. производство на ВИМЗ вообще остановилось. Всего на заводе за период с 1916 по 1918 гг. было произведено 6 000 пудов трансформаторного железа.
Позднее, в 1921 г., 8-й Всероссийский электротехнический съезд обратил внимание на то, что сплав железа с кремнием является сталью. Вследствие этого динамное железо стали называть динамной сталью, а трансформаторное – трансформаторной сталью. Тот же съезд утвердил «Технические условия для листовой электротехнической стали», разработанные Центральным электротехническим советом. Соответствующие значения магнитных потерь были ограничены величиной 3,3 Вт/кг для динамной стали толщиной 0,5 мм, и 1,6 Вт/кг — для трансформаторной стали толщиной 0,35 мм. В дальнейшем эти нормы несколько облегчили: значения магнитных потерь для динамной и трансформаторной стали снизили, соответственно, до 3,5 и 1,7 Вт/кг.
Остро встал вопрос о производстве электротехнических сталей в советское время. Опытные работы по восстановлению производства динамной стали на ВИМЗ начались в конце 1923 г., а в феврале 1924 г. была изготовлена первая партия этой стали. В 1927 г. на этом заводе был введен в эксплуатацию новый цех по производству динамной стали, обеспечивший покрытие потребления страны в этой продукции.
В 1928 г. на ВИМЗ была предпринята попытка освоить производство трансформаторной стали в мартеновских печах, а в июле1929 г. на этом же заводе ввели в эксплуатацию электропечь, купленную за границей, предназначенную для выплавки такой же стали. Первые партии трансформаторной стали не отличались высокими свойствами: и мартеновский, и электропечной металлы имели средние магнитные потери около 1,7 Вт/кг при толщине листа 0,35 мм. Постепенно качество электропечного металла улучшалось, и доля его в производстве возрастала. В 1931 г. всю трансформаторную сталь отливали только в электропечах. Работами по освоению производства трансформаторной стали, на ВИМЗ руководил известный ученый-металловед, профессор Уральского политехнического института Сергей Самойлович Штейнберг (член-корреспондент АН СССР с 1939 г.), разработавший рациональный метод ее отжига, эффективно улучшающий магнитные свойства этой стали.
Причиной неудачи выплавки трансформаторной стали в мартеновских печах, были неправильные представления о ее основах. Считалось, что главные условия, обеспечивающие высокий уровень магнитных свойств мартеновской стали, состоят в следующем: как можно более низкая температура металла при разливке для создания мелкой кристаллической структуры слитков; недопущение контакта шлака с металлом во время выпуска металла из печи и его разливки.
Для надежного отделения шлака металл один или даже два раза переливали из ковша в ковш перед разливкой. Ведение плавки на низком температурном режиме не обеспечивало удаление из металла примесей, а переливание металла из ковша в ковш зачастую приводило к авариям при разливке и большим потерям металла. И только в 1951–1952 гг. была разработана усовершенствованная технология выплавки трансформаторной стали в мартеновских печах с высокой температурой нагрева металла, с применением легирования стали алюминием и обессериванием металла в ковше. Это обеспечило значительное улучшение свойств трансформаторной мартеновской стали.
ТЕХНИЧЕСКИ ЧИСТОЕ ЖЕЛЕЗО МАРКИ «АРМКО»
Параллельно с развитием кремнистых электротехнических сталей требования увеличения магнитной индукции и снижения коэрцитивной силы привели в 1909 г. к разработке американской фирмой American Rolling Mill Corporation (Мидлтаун, штат Огайо) технически чистого железа марки «армко» (сокращенное название фирмыизготовителя), получаемого в мартеновских и электрических плавильных печах при удлинении процесса выгорания примесей. Общее содержание примесей в этом железе около 0,16 %.

Железо марки «армко» устойчиво против коррозии, хорошо сваривается, чрезвычайно пластично (поддается штамповке и глубокой вытяжке при комнатной температуре), отличается большой магнитной проницаемостью и малой коэрцитивной силой. Однако оно имеет малое удельное электрическое сопротивление и обладает повышенными потерями на вихревые токи, в связи с чем его использование ограничено применением в электротехнических изделиях, работающих в постоянных и медленно меняющихся магнитных полях (магнитопроводы реле, сердечники электромагнитов).
В Европе первая плавка технически чистого железа марки «армко» была проведена в Германии фирмой Thyssen-Krupp Steel в 1927 г.
В СССР производство технически чистого железа марки «армко» после ряда исследований было налажено в 1933 г. на московском металлургическом заводе «Серп и молот», ставшем с этого времени его основным поставщиком.
В 1926 г. в СССР на Мотовилихинском заводе (г. Пермь) был разработан способ производства в электрических и мартеновских печах технически чистого железа, получившего название «ВИТ-железо» в честь предложившего и поставившего данное производство инженера Всеволода Ивановича Тыжнова (ВИТ). Производят это железо при помощи скрап-процесса, представляющего собой разновидность процесса выплавки стали, при котором основной составляющей частью (60–70 %) металлической шихты является стальной лом (скрап), остальное – главным образом чугун. По своему составу ВИТ-железо близко к железу марки «армко», но отличается от последнего большим содержанием кремния и имеет более низкие магнитные свойства.
Следует отметить, что углеродистую сталь легируют для придания ей магнитных свойств не только кремнием. Добавление нескольких процентов вольфрама или кобальта к углеродистой стали увеличило в несколько раз коэрцитивную силу и остаточный магнетизм, создав новый материал для постоянных магнитов.
ТЕКСТУРОВАННАЯ ТРАНСФОРМАТОРНАЯ СТАЛЬ НОРМАНА ГОССА
В 1933 г. Норману П. Госсу, исследователю и изобретателю из Кливленда, штат Огайо, США, удалось путем двукратной холодной прокатки и термообработки получить трансформаторную сталь, имевшую при содержании кремния 3–3,5 % весьма высокие магнитные свойства вдоль направления прокатки. На эту технологию им был получен патент США № 1965559 «Электротехническая листовая сталь, способ и оборудование для ее производства и испытания» (заявка — 1933 г., опубликовано — 1934 г., автор Н. П. Госс, патентообладатель — фирма Сold Metal Process Co). Согласно этому патенту, процесс изготовления состоял из отжига горячекатаного материала при температуре 900 ºС, холодной прокатки с уменьшением толщины на 60 %, вторичного отжига при 900 ºС, повторной холодной прокатки с уменьшением толщины на 60 %, отжига сначала при 1 100 ºС, а затем — при 700 ºС для уменьшения старения. Максимальная магнитная проницаемость μm в первых образцах этой стали была равна 15 000 Гс/Э, что в 1,5–2 раза выше проницаемости лучшей марки горячекатаной трансформаторной стали. Ваттные потери имеют, соответственно, меньшую величину.
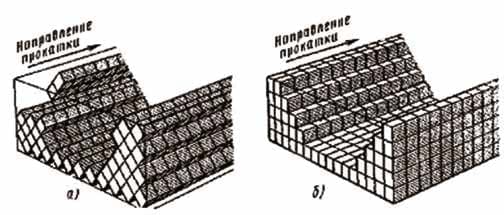
В 1937 г. американский ученый Вильямс (Williams H. J.) в результате лабораторных исследований доказал, что высокие магнитные характеристики стали, полученной Госсом, объясняются наличием в ней направленного расположения кристаллитов – зерен (текстуры), полученного при определенных режимах холодной прокатки и термообработки В холоднокатаной стали Госса направление легкого намагничивания и наименьшей коэрцитивной силы в ее элементарной ячейке (ребро объемно-центрированного куба кристаллической решетки ) совпадает с направлением прокатки, направление трудного намагничивания находится под углом 55º к направлению прокатки, а ось направления среднего намагничивания — под углом 90º к направлению прокатки. Последние два направления лежат в поперечной плоскости куба. Такая текстура получила название «ребровая текстура» или «госсовская текстура» (рис. 1, а).
После публикации сообщения Госса о его работе были предложены многие методы получения текстурованных сталей холодной прокаткой и отжигом. Сам Госс в 1937 г. изготавливал материал с хорошими свойствами, применяя прокатку при температуре приблизительно 800 ºС, отжиг, холодную прокатку и окончательный отжиг при 1 100 . В 1938 г. ºС. Хименц применял при прокатке последовательные понижения температур, заканчивая процесс холодной прокаткой. Полученный материал затем отжигался при температуре 1 250 ºС. В 1941 г. Карпентер обезуглероживал сплав перед холодной прокаткой отжигом горячекатаных листов с неудаленной окалиной и заканчивал процесс отжигом при температуре 800 ºС в регулируемой атмосфере для предотвращения загрязнения. В результате всех этих исследований было выявлено, что наилучший результат получается при комбинировании текстурирования материала и очистки его на различных стадиях изготовления — от выплавки до последнего отжига.
Промышленное производство текстурованной трансформаторной стали было освоено в 1940–1945 гг. сначала в США, а затем в европейских странах.

В СССР важные исследования по разработке технологии производства холоднокатаной трансформаторной стали были выполнены Центральной заводской лабораторией ВИМЗ и Центральным научно-исследовательским институтом черной металлургии (ЦНИИЧМ) в течение 1944–1945 гг. Несмотря на то, что производство холоднокатаной трансформаторной стали в США осуществлялось с 1942 г., опубликованных данных о ее свойствах и технологии производства не было. Поэтому разработка и освоение производства этой стали в СССР базировались в основном на данных отечественных исследований. После удачных лабораторных экспериментов ВИМЗ изготовил первую в СССР партию холоднокатаной трансформаторной стали толщиной 0,35 мм, удельные потери в которой при Вm = 10 000 Гс и частоте 50 периодов в секунду приложенного напряжения были равны 0,79 Вт/кг.
Производство холоднокатаной трансформаторной стали впервые в Советском Союзе было организовано на Ленинградском сталепрокатном заводе в 1947 г. (лента толщиной 0,08 мм), затем в 1949 г. на Новосибирском металлургическом заводе (листы толщиной 0,35 и 0,50 мм). В дальнейшем производство холоднокатаной трансформаторной стали было освоено на заводе «Электросталь» (Москва) с термической обработкой в протяжных печах в атмосфере электролитического водорода, на заводе «Запорожсталь» и на Магнитогорском металлургическом комбинате.
Трансформаторная сталь с ребровой текстурой изготавливается под различными заводскими и фирменными названиями (в США — грайн-ориентид, электрикал стил, М и др.; в СССР — ХВП, ХТ18, ЭЗ10, ЭЗ20, ЭЗ30, Э330А; в Англии — юнисил, алфасил; в ФРГ — гиперм), однако химический состав этих сталей во всех странах почти одинаков (содержание кремния 2,8–3,5 %, остальное — железо и примеси). Различие в магнитных свойствах объясняется степенью совершенства текстуры, содержанием вредных примесей и особенностями режимов холодной прокатки и термической обработки.
Снижение вредных примесей (обезуглероживание до 0,005 %С), совершенствование режимов выплавки, холодной прокатки и термической обработки, улучшение качества поверхности позволили к концу 50-х гг. прошлого столетия повысить максимальную магнитную проницаемость промышленной трансформаторной стали с ребровой текстурой до 50 000–60 000 Гс/Э, а потери на гистерезис при В = 15 000 Гс снизить до 0,4 Вт/кг при частоте 50 Гц. Анизотропия потерь энергии стали с ребровой текстурой (отношение потерь под углом 90º к потерям под углом 0º по направлению прокатки) равна примерно 2,5–3,0.
Наряду с высокими магнитными свойствами текстурованные стали имеют низкий коэффициент старения (0–3 %), высокую пластичность, высокий коэффициент заполнения и высокое качество поверхности. Поверхность текстурованной трансформаторной стали, как правило, имеет высокие электроизоляционные и антикоррозийные свойства, получаемые путем специальной обработки.
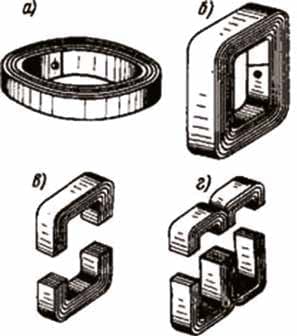
Следует отметить, что применение сталей, обладающих магнитной анизотропией, требует такой конструкции магнитопровода, при которой магнитный поток проходит только в направлении наилучших магнитных свойств, т. е. в направлении прокатки. Выполнение поставленного условия возможно в результате применения ленточных сердечников (рис. 2, где а, б — сплошные ленточные сердечники; в, г — разрезные ленточные сердечники).
Применение текстурованных сталей позволяет в мощных трансформаторах уменьшить потери энергии на 20–30 %, стоимость трансформаторов — на 5 %, вес — на 10 %, расход стали — на 20 %. Для трансформаторов малой мощности выигрыш в весе еще более значителен.
Важным для электромашиностроительных заводов (потребителей) также является изготовление электротехнических сталей в виде ленты, смотанной в рулоны, что позволяет механизировать и автоматизировать поточное производство на этих заводах, а также у изготовителя — на металлургических заводах. Поэтому, начиная с 1940– 1948 гг., стала широко применяться холодная рулонная прокатка электротехнической стали в виде ленты на непрерывных или реверсивных станах.

Создание и промышленное освоение в 30-х — 50-х гг. прошлого столетия холоднокатаной анизотропной электротехнической стали с ребровой текстурой было выдающимся достижением в области разработки магнитомягких материалов, однако расширение области ее применения и увеличение количества ее марок выявили некоторые, не всегда положительные, особенности ее использования, а именно:
- высокие магнитные свойства холоднокатаной стали с ребровой текстурой получаются только вдоль направления прокатки, в то время как для магнитопроводов электрических машин с круглой формой статора и ротора необходимо, чтобы анизотропия магнитных свойств была минимальна, так как выполнить требование параллельности направлений намагничивания и прокатки в этом случае достаточно трудно;
- магнитные свойства трансформаторной стали, имеющей ребровую текстуру, сильно ухудшаются с уменьшением толщины ленты до 0,15–0,10 мм и меньше.
В свете указанных причин усилия исследователей были направлены на создание холоднокатаной стали, имеющей одинаково высокие магнитные свойства как вдоль направления прокатки, так и поперек его, при этом не теряющей свои магнитные характеристики при уменьшении толщины холоднокатаной ленты до 0,1 мм и меньше. И такая изотропная сталь была создана.
ИЗОТРОПНАЯ ХОЛОДНОКАТАНАЯ СТАЛЬ ФРИЦА АССМУСА
В 1956 г. немецкий исследователь Фриц Ассмус и его сотрудники по работе в фирме «Вакуумшмельце» (г. Ханау, земля Гессен) провели лабораторные исследования, в результате которых была получена сталь в виде ленты толщиной 0,04 мм с достаточно высокими магнитными свойствами как вдоль, так и поперек направления прокатки. Полученный эффект в этой стали был достигнут за счет того, что в ней была сформирована кубическая текстура металла. При такой текстуре вдоль и поперек направления прокатки ориентируются ребра объемноцентрированного куба кристаллической решетки (направления легкого намагничивания в ее элементарной ячейке) (рис.1, б). В каждом из них электромагнитные свойства стали с кубической текстурой аналогичны свойствам стали с ребровой текстурой в направлении прокатки.
Во время этих лабораторных исследований сверхтонкая электротехническая лента с кубической текстурой была получена способом многократной холодной прокатки с обжатием 50–60 % с конечным обжигом в атомарном сухом водороде при температуре 1 100–1 300 ºС с применением газопоглотителей и катализаторов.
В конце 1957 г. в США одновременно две фирмы — «Дженерал электрик» и «Вестингауз электрик» — получили первые ленты толщиной 0,31 и 0,02–0,03 мм, имевшие кубические текстуры и высокие магнитные свойства.
В 1958–1960 гг. в СССР, в ЦНИИЧМ и Уральском НИИЧМ, также проводились эксперименты с целью получения стали с кубической текстурой. В результате была предложена сталь марки ЗСТА с высокой магнитной проницаемостью (μ0 = 3000–4000 Гс/Э; μm = 30 000– 40 000 Гс/Э) и низкой коэрцитивной силой (Нс = 0,08 Э) как вдоль, так и поперек направления прокатки при толщине ленты 0,05–0,10 мм.

Следует отметить, что в конце 50-х гг. прошлого столетия в мировой практике отсутствовала надежная технология промышленного производства трансформаторной стали с кубической текстурой в виде ленты — ее еще предстояло создать.
ЭПИЛОГ
Таким образом, в первой половине прошлого столетия были созданы и освоены в промышленном производстве электротехнические стали, обладающие высокими магнитными, электрическими и механическими свойствами. Впереди был долгий и успешный путь усовершенствования, направленный на повышение качества этих сталей путем уменьшения в них вредных примесей, разработки и использования оптимальных режимов прокатки и термической обработки, но это — тема уже другой статьи.
Статья была опубликована в апрельском номере журнала "Наука и техника" за 2018 год
